How Metal Bellows Are Made
BELLOWS DESIGN
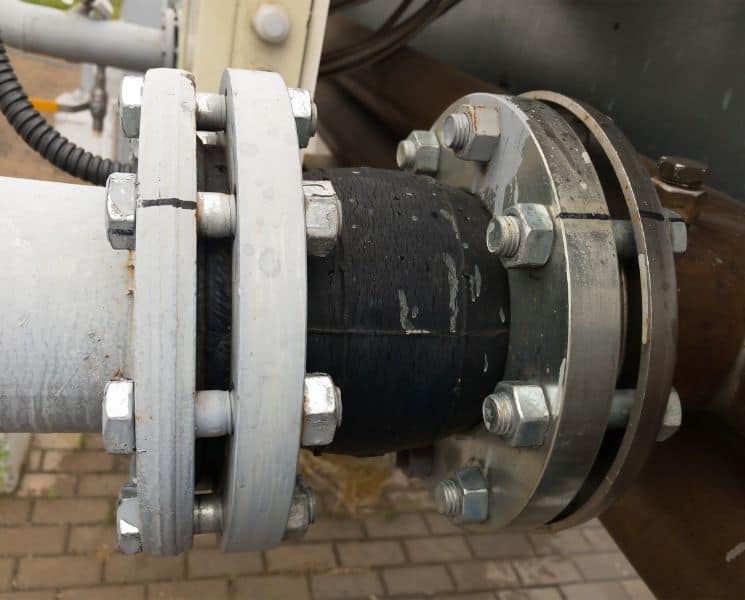
Metal bellows and bellows expansion joints are placed in piping systems to absorb the thermal growth of the pipe. Each time the piping system heats up and cools down the bellows goes through 1 complete cycle. The manufacturing of a metal bellows starts with the design process. The desired life cycle of the bellows or expansion joint must be determined in order to determine the bellows thickness and number of plies required. A multi-ply bellows is the better choice for a longer cycle life. In some applications where there is not much movement or the heating and cooling cycle is infrequent a single-ply metallic bellows is satisfactory. A multi-ply metal bellows is the better choice when vibration is present in the piping system such as marine exhaust, generator exhaust, blower exhaust and pumps. To ensure that you are purchasing your bellows expansion joints from a reputable manufacturer always insist that a design data sheet that follows the Expansion Joint Manufacturers Association (EJMA) 10th edition guidelines be provided.
MAKING THE BELLOWS TUBE
The first step in manufacturing a metal bellows is making the tube or tubes that are to be corrugated. The coil or sheet stock is precision sheared to the predetermined size. For multi-ply bellows each outer tube will be slightly larger than the inner tube. Typically, multi-ply bellows consist of 2 or 3 tubes (plies) but depending on the application there may be 5 tubes (plies) or more.
Once sheared the sheets are rolled into tubes. Care must be taken to make the tubes perfectly round so they will fit over the bellows forming dies. For multi-ply bellows each tube is carefully marked so they will fit together after they are welded.
After rolling each tube is seam welded on an automatic longitudinal seam welder. This is a critical step in the manufacturing of the bellows. A poor seam weld may result in splitting during the forming process. After the tubes are welded they are inspected, cleaned and telescoped together.
FORMING THE BELLOWS
The process of corrugating the tube can be done several different ways, the most common is mechanical die forming and hydroforming. Triad Bellows incorporates a mechanical forming process that is much less expensive than hydroforming and achieves the same low metal thinning results. The tube is placed over the die on the bellows forming machine. The machine is programmed to form the bellows corrugation to the exact engineered diameter. The tube is rotated as the dies expand and contract creating an even expansion without concentrated thinning. Once the preprogrammed number of convolutions are formed this stage of the process is complete.
RE-ROLLING PROCESS
The re-rolling step is a secondary process where the shape of the formed metal bellows is finalized and cold worked to the exact geometry that was determined by the design engineer. Some unscrupulous expansion joint manufacturers skip this process and just compress the bellows to size in a press thus reducing the performance characteristics of the finished bellows.
ROLL SEAM WELDING
The roll seam welding process is a continuous series of overlapping spot welds used on multi-ply bellows to join the tubes together at the bellows neck. Depending on the material thickness and experience of the welder this may or may not be necessary. The addition of a reinforcing band can be incorporated into the roll seam weld process as well. Let’s say a welder needs to weld a .016” thick single-ply bellows to a pipe, this will be a challenging weld. If a .062” thick reinforcing band is roll seam welded to the .016” thick bellows neck, the welder is now welding a .078” tube to the pipe. This weld joint is very easy to make without leaks.
TRIMMING THE BELLOWS NECKS
A special rotary shear is used to trim the bellows necks to the exact length. A circumferential line is scribed on the tangent of the bellows. The bellows tech carefully guides the bellows into the rotary shear blades and follows the scribed line.
EXPANDING THE BELLOWS NECKS TO SIZE
With the use of special bellows expanding machines the bellows necks can be sized to fit over pipe or inside of a flange. The welders that fabricate metal expansion joints will tell you that this is a crucial step for them to achieve the best welds. With a tight fit the welder can produce a consistent weld size with minimal potential for leaks. When the fit is sloppy and there are gaps to fill the chance for leaks increases tenfold.




Leave A Comment